您現在的位置是:主頁 > 資訊 >
常用鋼和焊接材料行業標準
編輯:熱電偶廠家日期:2019-12-29 00:00所屬欄目:資訊 人已圍觀站內編號:1337
簡介:熱工測量和控制儀表的安裝需要大量焊接工作,如源元件的安裝、管道鋪設、電纜支架和各種底座的固定等。 大部分焊接結構由鋼材構成,鋼材焊接一般采用弧焊、鎢極弧焊和氧-乙炔...(熱電偶型號報價廠家為您整理)
熱工測量和控制儀表的安裝需要大量焊接工作,如源元件的安裝、管道鋪設、電纜支架和各種底座的固定等。 大部分焊接結構由鋼材構成,鋼材焊接一般采用弧焊、鎢極弧焊和氧-乙炔氣焊,必須遵守DL5007—92電力建設工程和檢測技術規范火力發電廠焊接篇》的規定。
焊接前要明確焊接材料的鋼編號,正確選擇合適的焊接材料,確定合適的焊接和熱處理工藝。 鋼材和焊接材料的質量,應符合國家標準規定的要求。 焊接同種鋼材時,選擇性能和化學成分相當于母材的焊條(焊絲),且工藝性能良好。 焊接異種鋼材時,焊條(或焊絲)的選擇必須考慮耐裂紋性和碳擴散等。
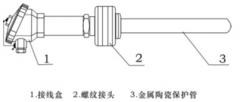
1 .常用鋼品牌(鋼編號)
工業所用的鋼基本上分為碳鋼和合金鋼兩類。 碳鋼又稱碳鋼,是碳含量不足2%的鐵碳合金(一般包括少量硅、錳、硫、磷等)。 合金鋼除了含有鐵、碳和少量不可避免的硅、錳、硫、磷元素外,還含有一定量的合金元素。
常用鋼的品牌表示方法如下
(1)碳素結構鋼:鋼品牌為表示屈服點的字母( q )、屈服點的數值(單位為N/mm2或MPa )、質量等級符號( a、b、c、d四級)、脫氧方法符號( f-沸騰鋼; b-半鎮靜鋼z-鎮靜鋼tz-特殊鎮靜鋼。 在編號構成顯示方法中,按順序構成了“z”和“TZ”的代碼)的4個部分。 例如,Q235—A*F表示該碳結構鋼為屈服點235N/mm2、a級沸騰鋼。
(2)碳鋼:鋼號用平均碳含量的阿拉伯數字2位數(萬分之數)表示,例如鋼號20,平均碳含量為0.2%,讀作“20號鋼”。 碳結構鋼因錳含量而異,有正常的錳含量(0.25%?0.80% )和高錳含量(0.70%?1.20% )。 高錳含量的鋼在數字后面表示錳元素的符號,例如20Mn。
專業用途的碳素結構鋼用阿拉伯數字和表示規定產品用途的符號表示。 例如,平均碳含量為0.2%的鍋爐鋼,其品牌為“20g”。
(3)低合金結構鋼和合金結構鋼:鋼編號的編制用“兩位數的阿拉伯數字+元素符號+阿拉伯數字”的方法表示。 品牌頭部用兩位數字表示平均碳含量(萬分之數),元素符號后面的數字表示合金元素含量的百分之幾,含量不足1. 5%時只表示元素,一般不表示含量。 例如,碳含量為0.22%?0.29%、鉻含量為1.5%?1.8%、鉬含量為0. 25%?0. 35%、釩含量為0. 15%?0. 30%合金結構鋼的鋼編號為25Cr2MoV .
合金結構鋼根據冶金的質量分為鋼、鋼(品牌后為“a”、特級鋼(品牌后為“e”) 3種。
(4)不銹鋼:該鋼號的編織方法除了品牌的頭部以阿拉伯數字表示平均碳含量(以千分之數)夕卜以外,與合金結構鋼相同。 例如,碳含量為0. 08%?0. 15%、鉻含量為12% ?14%的耐不銹鋼的鋼序號為lCrl3。
(5)鑄造碳鋼,鑄造合金鋼,不吸引耐酸鋼鑄件:該鋼牌頭部標有“ZG”符號。 工程用鑄鋼在牌號中,“ZG”后面的兩組數字表示機械性能,*組數字表示該牌號鑄鋼的屈服強度,第二組數字表示其抗拉強度,兩組數字之間用“一”隔開。
常用鋼材和緊固件化學成分、力學性能和硬度值如表10-13和表10-14所示.
火力發電廠設置常用鋼材的使用參數如表10-15所示。
2 .焊條和焊絲
焊條是指電焊條。 在手動電弧焊接中,在焊條和工件之間持續產生穩定的電弧,供給焊條熔化所需的熱量的同時,焊心金屬作為填充金屬被加在焊接上。 為了提高焊接電弧的穩定性,防止空氣侵入熔池,保證焊接金屬的脫氧,混合合金提高焊接性能,提高焊接生產率,必須在各種焊條上復蓋各種類型的焊條藥皮。
具有藥皮的手動電弧焊用碳鋼和低合金鋼焊條的型式制作方法如下
關于碳鋼焊條:附加“r”并加上表示耐吸潮焊條的“m”后,表示耐吸潮和力學性能有特別規定的焊條的力口“1”表示沖擊性能有特別規定的焊條。 對于低合金鋼焊條:后綴的字母是熔敷金屬的化學成分分類編號,如果有用破折號“一”從前面的數字分開的附加化學成分,則附加化學成分用直接元素符號表示,如果在用破折號“一”從前面的后綴字符開始分隔后面有“r”字符,則表示耐吸潮桿。
碳鋼焊條和低合金鋼焊條尺寸見表10-17。
有藥皮的手動弧焊用不銹鋼焊條的形式制作方法如下:文字“e”表示焊條,“e”后的數字表示焊接金屬化學成分分類編號( GB/T983—1995“不銹鋼焊條”)。 在有特殊要求的化學成分的情況下,其化學成分用元素符號表示,并置于數字的后面。 破折號后面的兩位數字表示焊條的藥皮類型、焊接位置、焊接電流的種類。 焊接電流及焊接位置如表10-18所示。


順序
碳
砝碼
鉻
鉬基
釩屬
鎳合金
鈦
那個
硫磺
s
磷
p
抗拉強度
Oh
屈伏點
增長率
沖擊韌性
a.a
硬度值
號令
鋼號
c.c
二氧化硅
Mn
Cr系列
莫
v
Ni
Ti
他
( MPa )
( MPa )
( % )
( kj/cm2 )
HB
根據
不大
以上
15
lCrl8Ni9Ti
<; 0. 12
<; 1. 00
<; 2. 00
17.00 ?19. 00
-是
-,
8. 00 ?11. 00
5X(C- 0. 02) ?0. 8
———
0. 030
0. 035
539
206
40
———
<; 187
GB1220
16
0Crl3Al
<; 0. 08
<; 1. 00
<; 1. 00
11. 50
?14. 50
-是
-是
———
A1. 10
?0. 30
0. 030
0. 035
412
177
20
98. 1
<; 183
GB1220
17
lCrl8Ni9
<; 0. 15
<; 1. 00
<; 2. 00
17.00 ?19. 00
-是
8. 00 ?10. 00
———
-是
0. 030
0. 035
520
206
45
<; 187
GB1220
18
TJ14MnMoV
0. 10 ?0. 18
0. 20 ?0. 50
1. 20 ?1. 60
———
0. 40
?0. 65
0. 05 ?0. 15
-是
———
-是
0. 035
0. 035
635
490
16
———
GB713戰斗機
19
18MnMoNbg
0. 17
?0. 23
0. 17
?0. 37
1.35 ?1. 65
———
0.45 ?0. 65
-是
-是
———
NbO. 025 ?0. 050
0. 035
0. 035
590 ?635
440
510.510
16
17.17
69
———
GB713戰斗機
20
ZG230—450
0. 22
?0. 32
0. 20
?0. 45
0. 50 ?0. 80
0. 040
0. 040
441
235
20
44
———
GB5676
21
zg20戰斗機
0. 15
?0. 25
0. 20 ?0. 45
0. 50 ?0. 80
0. 50 ?0. 80
0. 40 ?0. 60
-是
-是
———
0. 040
0. 040
460
245
18
29
135 ?140
djj56戰斗機
22
zg20戰斗機
0.18 ?0.25
0. 17
?0. 37
0. 40 ?0. 70
0. 90 ?1. 20
0. 50 ?0.70
0- 20 ?0. 30
-是
———
-是
0. 030
0.030
490
魯
313
14
29
135 ?140
JB2640
23
zgmlscrlmolv
0. 12
?0. 20
<; 0. 35
0. 40 ?0. 70
1. 35
?1. 75
0. 80 ?1. 05
0. 30 ?0. 40
-是
———
-是
0. 030
0. 030
540
343
20
34
200 ?255人
JB2640
24
St35.8
<; 0. 17
0. 10
?0. 35
0. 40
?0. 80
%
---------
---------
---------
0. 040
0. 040
360 ?480美元
215 ?235
25
DIN17175
25
St45. 8/ m
<; 0.21
0. 10
?0. 35
0. 40 ?1. 20
0. 040
0. 040
410
529年
235 ?255
21
_ __
DIN17175
26
10CrMo910
0. 08 ?0. 15
<; 0. 50
0. 40 ?0. 70
2. 00 2. 50
0. 90
?1. 20
---------
---------
———
---------
0. 035
0. 035
450 ?600
269 ?280
20
DIN17175
27
X20CrMoV210
0. 17
?0. 23
<; 0. 50
<; 1. 00
10. 00 ?12. 50
0. 80
?1. 20
0. 25 ?0. 35
0. 30 ?0. 80
———
---------
0. 030
0. 030
690 ?840
490
17
DIN17175
28
A335P9
<; 0. 15
0. 25 ?1.00
0. 30 ?0. 60
8. 00 ?10. 00
0. 90 ?1. 10
---------
---------
0. 030
0. 030
413
207
%
.
22
ASTMA335
管道、管道和管道附件
設計壓力( MPa )
設計溫度…rc )
<; 300
<; 350
<; 420
<; 510
<; 540 <; 570
鋼管
<; 2.5
Q235-A
10
20
St45.8 20g
12CrMo
15CrMo
12CrlMoV
12Cr2MoWVTiB
12Cr3MoVSiTiB
10CrMo910
A335P9
X20CrMoVl21
>; 2. 5
Q235-A
10
16Mng
管子
<; 2.5
Q235-A
20,25zg 230-450 20g
12CrMo
15CrMo
zg20戰斗機
12CrlMoV
zg20戰斗機
ZG15CrlMoV
12cr 2摩爾
>; 2.5
10
20
螺栓
<; 2. 5
Q235-A
25
35
30CrMo
35CrMo
25Cr2MoV
17CrMolV
25Cr
莫雷v
20CrMolVTiB
20CrlMolVNbB
>; 2. 5
35
螺母
<; 2.5
Q235-A
35
30CrMo
17CrMolV
35CrMo
25Cr2MoV
25cr 2摩爾
>; 2.5
25
代號
藥皮的種類
電流的種類
代號
藥皮的種類
電流的種類
00
特殊類型
交流或直流正、反連接
18
鐵粉低氫型*
交流或直流逆連接
01
鈦鐵礦型
交流或直流正、反連接
20
高氧化鐵型* *
平焊:交流或直流正、反連接
03
鈦鈣型
交流或直流正、反連接
扁焊:交流或直流相切
10
高纖維素鈉型
直流逆連接
22
氧化鐵型
平焊、交流或直流的相切
11
高纖維素鈉型
交流或直流逆連接
23
鐵粉鈦鈣型
交流或直流正、反連接
12
高鈦鈉型
交流或直流正切
24
鐵粉鈦型
交流或直流正、反連接
13
高鈦鉀型
交流或直流正、反連接
27
鐵粉氧化鐵型
平焊:交流或直流正、反連接
14
鐵粉鈦型
交流或直流正、反連接
扁焊:交流或直流相切
15
低氫鈉型
直流逆連接
28
鐵粉低氫型
交流或直流逆連接
16
低氫鉀型
交流或直流逆連接
48
鐵粉低氫型
交流或直流逆連接
不銹鋼桿型號的創建示例:
焊絲是指焊接用的鋼絲、有色金屬絲等,作為儀表管路鋼管和紫銅等氣體焊接用的填充金屬使用。 鋼管的氧乙炔氣體焊接一般采用實芯焊絲,其品牌*的文字" h "表示焊接用實芯焊絲的" h "后的1位或2位的數字表示碳含量,化學符號和其后的數字表示該元素的大致含有率的數值(合金元素的含有率不足1% ) 當鋼絲牌號末尾標有“a”或“e”時,“a”表示該鋼絲的硫、磷含量低于普通鋼絲的“e”表示硫、磷含量低。 例如
鋼管氣體保護電弧焊絲的型號表示方法為ERXX—X。 ER表示焊絲的ER后面的2位數字表示熔敷金屬的zui低拉伸強度的破折號“一”后面的文字或數字表示焊絲化學成分分類編號(后綴“l”表示碳含量低,通常用于電弧焊接的底部)。 如果加入其他化學成分,


焊條直
直徑
焊條
長度
基本尺寸
極限偏差
基本尺寸
極限偏差
1.6*
2002年至2003年
2.0、2.5
士0. 05
250?350
土2.0
3. 2、4. 0、5. 0
350?450
5. 6、6. 0、6. 4、8. 0
450?700
活塞桿型號
焊接電流
焊接位置
EXXX(X) —15
直流逆連接
全部位置
EXXX(X)—25
平焊橫焊
EXXX(X) —16
全部位置
EXXX(X)—17
交流或直流逆連接
EXXX(X)—26
平焊橫焊
在時分中,用直接要素符號表示,從前面的數字開始用破折號“1”分隔。 有色金屬線編號的前兩個字母“HS”代表線*的數字代表焊絲的化學組成類型(“2”代表銅或銅合金)。 號碼第二、第三位的數字表示同一類型的焊絲的不同號碼。 常用的HS201是含有少量脫氧元素如硅、錳和磷的特殊紫銅導線,用于紫銅氧乙炔焊接時作為填充材料。 氣體焊接的情況下,為了防止焊接金屬的氧化和去除形成的氧化物,焊接時在焊絲的一端燒結CJ301焊劑,進行焊接。
適用于常用鋼材的焊條和焊絲的型號如表10-19所示。
(1)助燃氣體氧氣:雖然自身不燃燒,但是能夠幫助可燃氣體的充分燃燒。 氧的純度直接影響氣焊、氣割的質量和效率,因此工業上采用的氧至少為二次純度98.5%以上(一次純度99.2%以上)。 氧氣均為瓶,氧氣瓶容積一般為40L,在15MPa的壓力下可貯存6m3的氧氣。 使用時需要用減壓器減壓至工作壓力(焊接為0. 15?0. 2MPa,切斷為0. 4?0. 5MPa )。
(2)可燃氣體乙炔:乙炔為烴,用水分解電石得到,電石按質量分為四級,每公斤電石產氣量為235?300L。 焊接時,需要1根氧氣為20kg左右的電石的切斷時,1根氧氣需要6kg左右的電石。 每瓶乙炔的儲存空氣量為6kg左右,瓶內zui高壓為1.5MPa,使用時需要減壓到0. IMPa左右。
4 .鎢極電弧焊接用電極和氬氣
鎢極電弧焊接用的電極較好采用專用的氟電弧焊接鎢極(含有1%?2%的氧化鈰)。 所用氬氣純度為99.95%以上。
鋼材
電焊條
焊絲
種類
代號
型號
舊品種
氧乙炔氣焊
氣體保護電弧焊
碳鋼
( C<; 0. 3% )
E4313,E4303,E4320,E4316,E4315
J421,J422,J424,J426,J427
H08MnA
ER50—3
普通低合金鋼
16Mn,16Mng
E5016戰斗機
E5015戰斗機
J506
J507戰斗機
H08MnA
ER50—3
合金鋼
15CrMo
E5515—B2
R307戰斗機
h 08戰斗機
ER55—B2 ER55—B2L
12CrlMoV
e5515-b2-ve5515-b2-vnb
R317,R337
h 08戰斗機
ER55—B2—MnV
10CrMo910
E6015—B3
R407戰斗機
H08Cr2MoA
ER62—B3 ER62—B3L
12Cr2MoWVTiB
E5515—B3—VWB
R347
H08Cr2MoA
ER62—B3 ER62—B3L
12Cr3MoVSiTiB
E5515—B3—VWB
R347
H08Cr2MoA
ER62—B3 ER62—B3L
不銹鋼
什么? Crl8Ni9Ti
e47-16型e47-15
a13132
a37
HlCrl9Ni9Ti
HlCrl8Nil0Nb
H0Crl8Ni9Ti
資料來源:上海自動儀表銷售網( 40017.net )
資料來源: 40017.net/info/jishu _ d 8190 b6FB 706 c 0a2. html

相關文章



咨詢熱線:15222906608
咨詢QQ :690147242
郵箱:690147242@qq.com
報價 技術 選型 方案設計 安裝指導
點擊排行
 低溫脆化試驗機熱電偶與溫度傳感器介紹
低溫脆化試驗機熱電偶與溫度傳感器介紹